Kontrola bez razaranja (KBR), nerazorne metode kontrole kvalitete ili ispitivanje materijala bez razaranja prestavlja skup metoda temeljen na principima fizike sa svrhom utvrđivanja svojstava materijala ili komponenata sustava, te otkrivanja različitih vrsta grešaka (defekata), a da se pritom ne utječe na funkcionalnost materijala koji se ispituje (ispitivani materijal ostaje neoštećen). Osnovna svrha ispitivanja bez razaranja je utvrđivanje kvalitete i usklađenosti osnovnog materijala i zavarenih spojeva sa zahtjevima tehničkih specifikacija i standarda. Ispitivanja se većinom izvode na terenu. Ponajprije se ispituje tlačna oprema, cjevovodi, noseće konstrukcije, poluproizvodi i industrijski proizvodi.
Opis:
Prije bilo koje druge metode ispitivanja zavara ili nekog drugog svojstva materijala (KBR ili KSR), primjenjuje se vizualna kontrola (VP). Ta metoda ispitivanja relativno je jeftina, ne oduzima puno vremena, a može dati vrlo korisne informacije kako o kvaliteti zavarenih spojeva, tako i o potrebi ispitivanja nekom drugom metodom. Za pomoć kod vizualnog pregleda u skučenim i nepristupačnim dijelovima konstrukcije upotrebljavaju se različita povećala (lupe uz rasvjetu).
Norma:
HRN EN 970:2000 – Nerazorno ispitivanje zavara nastalih taljenjem –Vizualno ispitivanje


Opis:
Penetrantsko ispitivanje (PK) ili ispitivanje penetrantima
često se primjenjuje kod provjere zavarenih spojeva na konstrukcijama. Na prethodno očišćenu i odmašćenu površinu nanosi se penetrant (obično crvene boje). Nakon penetriranja u eventualnu pukotinu (vrijeme penetriranja, tj. prodiranja u pukotine ovisi o vrsti penetranta i o dimenzijama pukotine, ali se približno uzima 10 do 15 minuta), uklanja se penetrant na odgovarajući način (vodom, suhom krpom). Kod penetranata koji se uklanjaju vodom treba biti pažljiv i mlaz vode usmjeriti paralelno s površinom lima, kako mlaz vode ne bi istisnuo penetrant iz pukotine. Nakon sušenja površine lima (suha krpa), nanosi se razvijač (obično je bijele boje), koji izvlači penetrant iz pukotine, pa je na bijeloj površini lima lako uočljiva crvena crta od penetranta iz pukotine. Kod tanjih limova na jednu se stranu nanosi penetrant, a na drugu razvijač. Ako postoji pukotina kroz cijelu debljinu lima, tada će razvijač izvući penetrant na svoju stranu, što će se otkriti kao lako uočljiva crvena crta od penetranta iz pukotine na bijeloj (od razvijača) površini lima.
Kratak opis:
– Ispitivanje tekućim penetrantima je tradicionalna metoda bez razaranja za ispitivanje prijelomnih površinskih oštećenja kao što su pukotine i poroznost na ispitnim uzorcima s neporoznim površinama. Ispitivana površina je očišćena i premazana penetrantskom otopinom (vidljivom ili fluorescentnom bojom). Suvišna otopina se uklanja s površine dok penetrant ostaje u površinkom oštećenju (pukotini). Tada se nanosi razvijač koji vuče penetrant iz oštećenja. Nakon procjene indikacija, površina se čisti.
Norma:
HRN EN 571-1:2002 Nerazorno ispitivanje penetrantima – Osnovni principi



Opis:
Magnetska kontrola kvalitete (MK) koristi se za otkrivanje površinskih i podpovršinskih grešaka (približno do dubine 6 mm) kod feromagnetičnih materijala. Zasniva se na principu magnetske indukcije. Oko vodiča kroz koji prolazi električna struja (magnetski jaram, magnetske elektrode) stvara se magnetsko polje (istosmjerne ili izmjenične struje), čije silnice, po pravilu desne ruke, prolaze između ostaloga i kroz feromagnetični materijal koji se ispituje, odnosno koji je u dodiru s magnetskim jarmom ili magnetskim elektrodama. Da bi se otkrila pukotina potrebno je da smjer silnica magnetskog polja bude što više okomito na pukotinu. Pospu li se magnetske čestice (suhe sitne čestice ili čestice pomiješane s vodom) po površini ispitivanog materijala, ako postoji pukotina okomito na smjer prolaska silnica magnetskog polja, sitne čestice će se okupiti oko pukotine. Ova je metoda ispitivanja kvalitete jeftina i brza, ali ima ograničenje s obzirom na ne feromagnetične materijale, greške duboko ispod površine, te nemogućnost određivanja dubine pukotine koja je otkrivena kod feromagnetičnih materijala.
Kratak opis:
– Ispitivanje magnetnim česticama je široko usvojena metoda bez razaranja za ispitivanje površinskih i podpovršinskih (dubine 2-4 mm) pukotina.Metoda se postiže induciranjem magnetskog polja u feromagnetskim materijalima.
Norma:
HRN EN 1290:2000 Nerazorno ispitivanje zavara – Ispitivanje zavarenih spojeva magnetskim česticama

Opis:
Ultrazvučna kontrola kvalitete (UK) zasniva se na svojstvu ultrazvuka da se širi kroz homogene materijale i da se odbija na granici materijala različitih akustičkih osobina (otpornosti), odnosno od nehomogenosti (grešaka) u materijalu. Od izvora ultrazvuka šire se ultrazvučni valovi kroz materijal koji se kontrolira. Ako u materijalu postoji greška, iza nje će, ovisno o vrsti greške, ultrazvučni valovi oslabiti ili se neće pojaviti (odbiju se od greške).
– Ispitivanja ultrazvukom, osim u medicini, koriste se i dugi niz godina pri ispitivanju metalnih konstrukcija (kvaliteta zavarenih spojeva), u nuklearnoj industriji, petrokemijskom i energetskom sektoru, brodogradnji, građevinarstvu, automobilskoj industriji, zrakoplovstvu, ljevaonicama, kovačnicama i mnogim drugim djelatnostima.
Norma:
HRN EN 1714/A1:2003 Nerazorno ispitivanje zavara – Ispitivanje zavarenih spojeva ultrazvukom


Opis:
Radiografska kontrola (RK) pri ispitivanju kvalitete metodama prozračavanja u praksi koristi rendgenske zrake ili gama zrake. Rendgenske zrake nastaju pri naglom kočenju ubrzanog snopa elektrona na metalnoj ploči (anodi/antikatodi u rendgenskoj cijevi), dok gama zrake nastaju prilikom spontanog raspada nestabilnih atomskih jezgri (prirodnih radioaktivnih materijala i radioaktivnih izotopa). Oba su zračenja u biti elektromagnetska zračenja. Rendgenske i gama zrake ostavljaju trag na filmskoj emulziji (industrijske folije), na čemu se i zasniva radiografsko ispitivanje grešaka u unutrašnjosti materijala.
Kratak opis:
– RT uključuje upotrebu prodirajučih X ili gamma zraka kako bi se ispitalo eventualno oštećenje materijala snimljeno na odgovarajućem industrijskom filmu. Rentgentske cijevi ili radioaktivni izotopi se koriste kao izvori radijacije. Male promjene debljine ili gustoće materijala imaju značajan učinak na jačinu prodirajuće radijacije, prema tome nehomogenosti se na radiografskoj slici prikazuju kao svjetlija ili tamnija područja na filmu.
Norma:
HRN EN 444:1997/Ispravak 1:2002 Nerazorno ispitivanje – Osnove ispitivanja metalnih materijala prozračivanjem rendgenskim i gama-zrakama


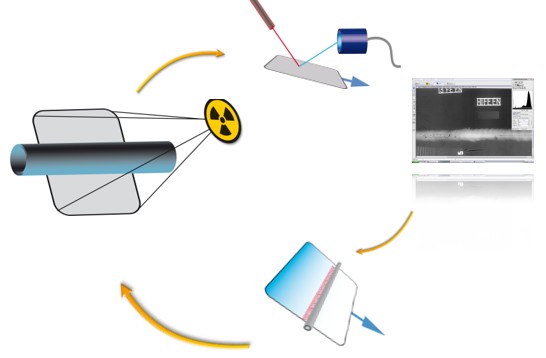
Što je industrijska računalna radiografija?
– industrijska računalna radiografija upotrebljava istu opremu kao i konvecionalna radiografija osim što se umjesto filma za stvaranje slike koriste fosforne ploče (image plates IP)
– nakon eksponiranja, umjesto razvijanja u tamnim komorama fosforne ploče se skeniraju kroz poseban laserski skener koji očitava i digitalizira sliku
– nakon toga digitalnu sliku je moguće vidjeti i poboljšati upotrebom software-a koji posjeduje funkcije poboljšavanja kontrasta, osvjetljenosti te razne filtere i mogućnosti zumiranja



Opis:
Ultrazvučni uređaji za mjerenje debljine stijenke primjenjuju se kako bi poboljšali sigurnost i provjerili pouzdanost materijala, posebno u odnosu na koroziju i eroziju.
Uređaji
za mjerenje debljine stijenke sa dvostrukim sondama primarni su alat za kontrolu korozije kod raznih cjevovoda, posuda pod tlakom , različitih spremnika i kod brojnih drugih aplikacija.
Uređaji za mjerenje debljine koji koriste sonde sa jednim elementom omogućuju mjerenje najtanjeg raspona i pružaju najviši stupanj točnosti.
Norma:
HRN EN 1714/A1:2003 Nerazorno ispitivanje zavara – Ispitivanje zavarenih spojeva ultrazvukom
Metode nerazornih ispitivanja provodi osoblje certificirano prema HRN EN ISO 9712:2012 stupanj II (
dimenzioniranje i klasifikacija indikacija (NI,NRI,RI)).
Prema zahtjevu naručitelja nudimo nadzor stupnja III po svim metodama.


